���Է�ˮ�����h���
�l���r�g��2022-04-09 11:04:17 �g�[
��
���a��ˇ���̡�
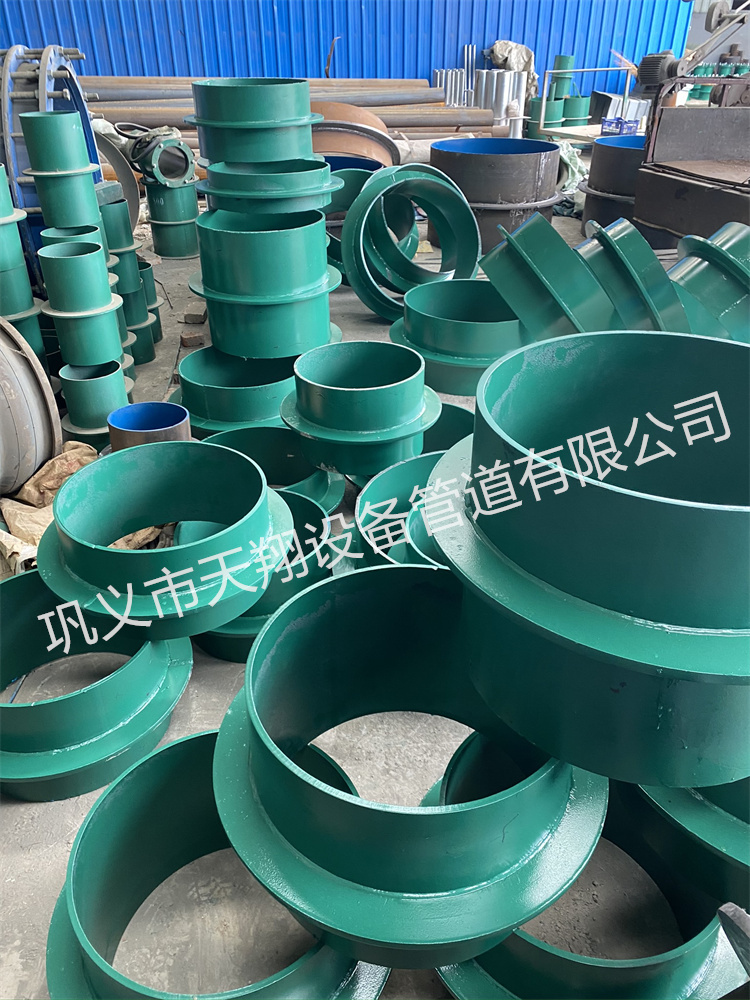
1.ԭ�������x��������ȫ����ͲҎ����x�Î����h�����Է�ˮ�ס������x�ßo�p�ܡ�ԭ�����M�뵽ʩ���F���r������·�����Dz������_�ѺͿ�ȱ��
2.�����и�ԭ���ϣ������OӋʩ���D������ʩ���D���_�ȉ������z���߾��_�y��䓹ܳߴ磬�����Ԅ��и�C�ϼ����и�o�p䓹ܡ����ڱ��摪��ƽ���o�p϶��ë߅����ȱ�c�����ڵ�ƽ��D����ֱƽ�ֹ�·�����ľ���
3.���a���죺���ȣ���䓰�ӹ������h������S312���a�ӹ���S312���ИI�˜ʵĹ����ˮϵ�y���S�����h늺������ڷ�ˮ�ܵ�1/2̎�����ڃ�߅�ص�늺����ӣ����߂����h��
��ˮ����
4.����ʩ���D���������ˮ�ص�ˮ�ʾ��wλ�ú������߶ȣ��_�����������a�ӹ�
��ˮ�����A���ܵ�ֱ����ԓ�Ȱ��b�ܵĿ���2��������
5.������ʩ��ȫ�^���Ƅ���ͲҎ���A�����ͲҎ��Թ�늺������ژ���ӏ����ϣ���ͲҎ���L���c���污��һ�¡�
���a�ӹ��������Ć��}
1��
���Է�ˮ���_��һ��Ҫ���_����ֹ�ں���ƴ���r�l������IJ��㣻
2�����Է�ˮ��늺����ӕrһ��Ҫ���C늺�����Ʒ�|����ֹ
���Է�ˮ������ʩ���r�l�����Ѡ�r��